T-11500全自動卡片貼標機機械和電眼調整總結
發布者:高臻智能 時間:2019-12-06
T-11500全自動卡片貼標機機械和電眼調整總結
T-11500全自動卡片貼標機是現代包裝設備比較先進的一款機型,具有貼標精度高、無氣泡,可更換多種不同貼標頭針對不同產品工作,廣泛應用于電子、五金、塑膠、化工等行業。為了減少操作錯誤帶來的麻煩,我們接下來會講解這臺設備的操作設置方法。
一、機械調整
1. 導向機構:導向機構調整,根據產品的大小,前后移動導向條,保證產品在輸送過程中不跑位,調整以產品能順利通過,兩邊偏移不超過0.5mm為宜。
2. 覆標機構
2.1 覆標機構調整,將覆標機構與輸送帶調整平行,保證在產品上的受力均勻,同時應該保證標簽剝離后沿著覆標滾輪貼附到產品上,保證貼標位置的穩定性。
2.2 覆標滾輪的高度應以產品能順利送過為宜。
3. 貼標頭:每個調整,需松開相應的鎖緊螺絲,調好后,鎖緊螺絲。可通過手輪進行上下、前后位調整;可以水平調整機構進行旋轉調整,實現貼標位置的調節。
4. 剝標板:剝標板調整,擰松剝標板連接機構上的7字把手,剝標板可擺動一定角度,匹配產品的需要。在不同厚度,材質的標簽中,有可能要進行角度的調整來達到標簽的順利剝離。
二、電眼調整:本設備配置2套電眼,分別為測物電眼和測標電眼,根據產品檢測和標簽檢測需要進行調整。
1. 位置調整:通過電眼架,可進行前后、高低位置調整,以適應不同的產品和標簽。調整方法參考機械機構介紹部分。
2. 電眼設置:本貼標頭標準配置為帝斯槽型電眼,可選配其他款式的測標電眼,也可選配測物電眼。
2.1 測標電眼:用來檢測標簽的(在這里僅作為說明之用,不代表是本機器的配置)。
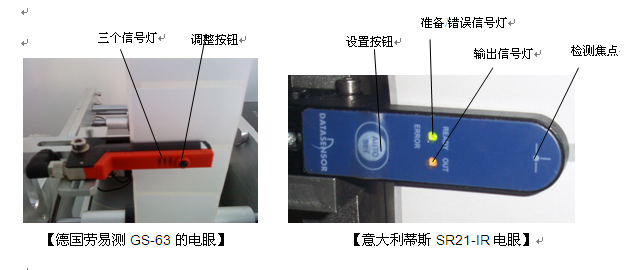
2.1.1勞易測GS-63電眼的調整:
?工作原理說明:根據厚度的不同來識別標簽之間的縫隙。(通過光線穿透沒有標簽的地方與不穿透有標簽的地方來識別)適用于紙質的標簽或者其他有一定厚度的標簽。
三個信號燈說明:綠色信號燈:電源燈
黃色信號燈:識別狀態燈( 黃燈亮起,表示有信號輸出)
紅色信號燈:出錯或警告等燈
調整按鈕:用于設置不同標簽的檢測。
電眼使用的方法: ?
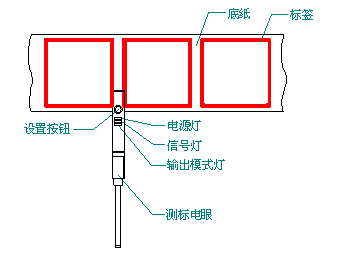
1)將標簽穿過電眼U型槽,如下圖所示。
2)如果拉動標簽,黃色信號燈會在標簽與標簽間的間隔中亮起,在有標簽的地方熄滅,這時就表示正常,可以直接使用。
3)當黃色信號燈是常亮或者常滅的情況下,就需要重新設置電眼。
4)電眼設置方法如下:
a.將標簽穿過電眼的U型槽,如下圖所示。
b.將有標簽的地方置于電眼的槽里面,持續按住調整按鈕3秒鐘左右,可以看到電眼的黃色信號燈閃爍,然后松開按鈕,將沒有標簽的地方(只有標簽的底紙)置于電眼槽內,持續按住調整按鈕8秒鐘,然后松開按鈕,此時,設置完成。
c.將標簽在電眼槽內拉動,可以看到有標簽的地方黃色信號燈熄滅,在標簽與標簽的間隔處,黃色信號燈亮起。
2.1.2意大利蒂斯SR21-IR電眼的調整:
工作原理:屬于槽型電眼,通過穿透光量的強弱判別有無標簽,適用于底紙材質和標簽材質不同的標簽。
?檢測原理:槽型電眼一側發射光束,另一側進行接收,當中間有標簽時,接收光量發生變化,通過設定臨界值,進行有無標簽的辨別。
設置方法:
a.當“READY”燈亮的時候,把標簽放在電眼焦點中間,來回拉動標簽,如輸出信號燈【"OUT"】有變化,電眼處于工作狀態,可直接使用。
b.短按自動設置按鈕【“AUTO SET”】,綠燈和黃燈熄滅,電眼捕捉介質信號,此時不可移動標簽,直到綠燈快速閃動為止。
c.當綠燈閃亮的時候,把第二種介質放入到電眼焦點位置。
d.短按“AUTO SET”,綠燈熄滅,電眼開始捕捉第二種介質信號,此時不可移動標簽,直到綠燈持續亮起。
e.來回移動標簽,在兩種介質分解地方,輸出信號燈亮起,電眼設置完畢。
f.“READY”持續亮,表示電眼以可以在兩種介質的切換情況下使用。
2.2 測物電眼:(在這里僅作說明之用,并不代表客戶所購買機型配置)
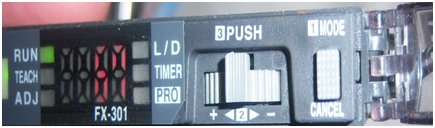
2.2.1 FX-301系列電眼接線方法:測物電眼必須保證正確的安裝才能使用,“IN”連黑線,“OUT”連銀色線,如下圖所示。
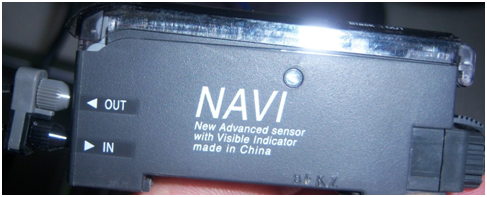
【 FX-301系列電眼】
2.2.2測物電眼檢測原理:測物電眼是根據光反射量辨別物體。電眼發出光照射到物體,物體會反射一定量的光回電眼,當物體反射的光量達到設定值時,電眼信號變化,發出信號到控制系統。
2.2.3 狀態切換:按“MODE/CANCEL”鍵,綠色燈在“RUN”、“TEACH”、“ADJ”、“L/D”、“TIMER”、“PRO”數個檔之間切換,指示不同的工作狀態。
?“RUN”表示運行狀態;
?“TEACH”為教學狀態;
?“ADJ”為調節狀態;
?“L/D”為升降信號狀態;
?“PUSH”鍵按下去為確認,左右撥動為微調功能。
2.2.4 測物電眼設置:
a. 在沒有產品在工位上的前提下,打開電眼放大器透明蓋,按“MODE/CANCEL”鍵,調到“TEACH”檔,數顯框顯示一個數值,此數值為空白信號,如下圖中的“67”,數值穩定后,按“PUSH”鍵確認。
b.然后將產品放到貼標的工位上,靠緊左邊定位桿,觀察位置,通過調整定位桿的位置來達到標簽在產品上的指定位置。
c.標簽位置調整好后,可以看到數顯框中顯示另外一個數值,此數值為檢測到產品時的信號,如“1900”,穩定后,按“PUSH”鍵確認。完成后,數顯框中顯示GOOD的提示,按“MODE/CANCEL”鍵返回“RUN”運行狀態。
d.調到“ADJ”檔,顯示框中顯示的數值=空白信號+(檢測信號-空白信號)/2,系統默認此值為臨界值,即信號值大于臨界值,則默認為有物體,小于臨界值,默認為無物體。信號反饋到PLC,發出相應的指令。臨界值可調整,通過左右撥動“PUSH”的左右鍵,增大或減少數值,改變臨界值(一般不需要調整),然后按“PUSH”鍵確認。
e. 按“MODE/CANCEL”鍵,調回到“RUN”運行狀態(任何的設置完成后都要返回到“RUN”運行狀態)。
f.把透明蓋合上,設置結束。
g.當產品放到貼標工位時,測物電眼檢測到信號,反饋到PLC,PLC發出指令后,貼標機相關部件開始運行工作。
【 FX-301系列電眼】
推薦設備:快遞設備、稱重掃描設備